|
| |
TM 9-2320-364-34-4
28-75
c.
Cleaning/Inspection.
Drycleaning Solvent (P-D-680) is TOXIC and flammable. Wear protective goggles, face
shield, and gloves; use only in a well-ventilated area; avoid contact with skin, eyes, and
clothes, and do not breathe vapors. Keep away from heat or flame. Never smoke when
using solvent. The flashpoint for Type II Drycleaning Solvent is 140 degrees F (60 degrees
C) and Type III Drycleaning Solvent is 200 degrees F (93 degrees C). Failure to do so may
result in injury or death to personnel.
If personnel become dizzy while using cleaning solvent, immediately get fresh air and
medical help. If solvent contacts skin or clothes, flush with cold water. If solvent contacts
eyes, immediately flush eyes with water and get immediate medical attention.
(1)
Clean all metal parts with drycleaning solvent.
Compressed air used for cleaning purposes will not exceed 30 psi (207 kPa). Use only with
effective chip guarding and personal protective equipment (goggles/shield, gloves, etc).
Failure to comply may result in injury to personnel.
(2)
Dry all metal parts with compressed air.
(3)
Inspect all threaded parts for crossed and stripped threads.
(4)
Inspect all machined parts for cracks, chips and gouges.
(5)
Check housing and piston for cracks, chips and gouges.
(6)
Replace friction plates when overall thickness is less than 0.080 in. (2.032 mm) or when bronze faces are
broken, cracked or chipped or when part is warped or bent.
(7)
Replace steel drive plates when part thickness is worn to 0.055 in. (1.397 mm) or when surface is not flat
or is cracked or chipped and will not slide freely on brake shaft.
(8)
Replace all damaged parts.
d.
Assembly.
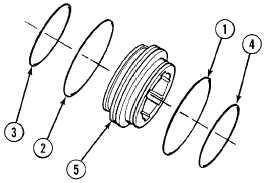
(1)
Coat two preformed packings (1) and (2)
and backup rings (3) and (4) with hydraulic
oil.
NOTE
Cup side of backup rings should
face preformed packings.
(2)
Install two preformed packings (1) and (2)
and two backing rings (3) and (4) on
piston (5).
|