|
| |
TM 9-2320-364-34-4
23-81
c.
Cleaning/Inspection.
Drycleaning Solvent (P-D-680) is TOXIC and flammable. Wear protective goggles, face
shield, and gloves; use only in a well-ventilated area; avoid contact with skin, eyes, and
clothes, and do not breathe vapors. Keep away from heat or flame. Never smoke when
using solvent. The flashpoint for Type II Drycleaning Solvent is 140 degrees F (60 degrees
C) and Type III Drycleaning Solvent is 200 degrees F (93 degrees C). Failure to do so may
result in injury or death to personnel.
If personnel become dizzy while using cleaning solvent, immediately get fresh air and
medical help. If solvent contacts skin or clothes, flush with cold water. If solvent contacts
eyes, immediately flush eyes with water and get immediate medical attention.
(1)
Clean all parts with drycleaning solvent and inspect for nicks, burrs, scratches or dents.
Compressed air used for cleaning purposes will not exceed 30 psi (207 kPa). Use only with
effective chip guarding and personal protective equipment (goggles/shield, gloves, etc).
Failure to comply may result in injury or death to personnel.
(2)
Dry all metal parts with compressed air.
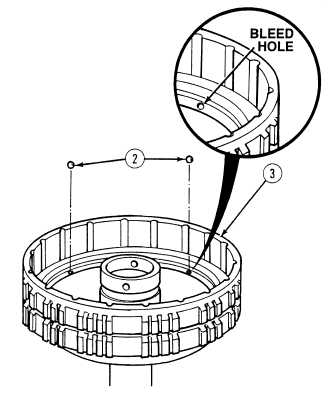
(3)
Inspect eight balls (2) in fifth clutch
housing (3) for freedom of movement and
check fifth clutch housing (3) for proper
staking. Staking must retain eight balls (2)
with 30 psi (207 kPa) of air pressure applied
through bleed hole. Remove balls only if
damaged or not staked properly.
(4)
Inspect internal-splined plates for imbedded
metal particles, severely pitted faces,
excessive wear, cracks, distortion, and
damaged or missing spline teeth. Remove
burrs, using soft honing stone. Replace
defective plates.
(5)
Discard internal-splined plates if oil
groove is not visible.
|