|
| |
TM 9-2320-364-34-4
23-72
23-13. FORWARD CLUTCH AND TURBINE SHAFT REPAIR (CONT).
(6)
Inspect friction plates for imbedded metal
particles, severely pitted faces, excessive
wear, cracks, distortion, and damaged or
missing spline teeth. Remove burrs using a
soft honing stone. Replace defective plates.
Tie plates together in order of removal.
(7)
Check that oil grooves are visible on friction
plates. Discard plates if oil grooves are not
visible. Tie plates together in order of
removal.
(8)
Inspect steel plates for scoring, excessive
wear, cone distortion, imbedded metal,
galling, cracks, breaks, and damaged or
missing tangs. Remove burrs and minor
surface irregularities, using soft honing
stone. Replace defective plates. Tie plates
together in order of removal.
(9)
Measure the inside diameter in clutch plates
by measuring distance between inside
diameter of plate and level surface. Discard
plates having a cone in excess of 0.010 in.
(0.254 mm). Tie plates together in order of
removal.
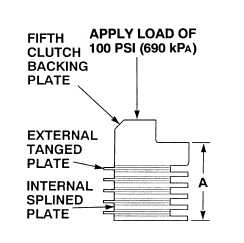
(10)
Stack forward clutch plates in press as
shown. Position fifth clutch hub on clutch
plates.
(11)
Evenly apply specified load. Measure
dimension A.
(12)
Select proper forward clutch piston, from
Table 23-1.
(13)
Remove fifth clutch hub and forward clutch
plates from press.
(14)
Tie parts together and tag.
(15)
Coat all parts with hydraulic oil.
Table 23-1. Forward Clutch Piston
If Piston
Is Marked
Dimension A
Should Be
X
1.3615 - 1.3878 in.
(34.582 - 35.250 mm)
Y
1.3882 - 1.4148 in.
(35.260 - 35.935 mm)
Z
1.4152 - 1.4415 in.
(35.946 - 36.614 mm)
|